Кернер ручной и автоматическийКернер или керн (нем. Körner, керно, метчик, тычка) — это слесарный инструмент, по форме похожий на металлический стержень, одна сторона которого заострена, а другая подготовлена к нанесению по ней ударов молотка. Его предназначением является создание лунок (кернов), позволяющих сделать дальнейшее сверление материала максимально удобным. Такое углубление предотвращает внезапное соскальзывание сверла при сверлении твердых металлов даже круглых форм (труб) или расположенных под углом.
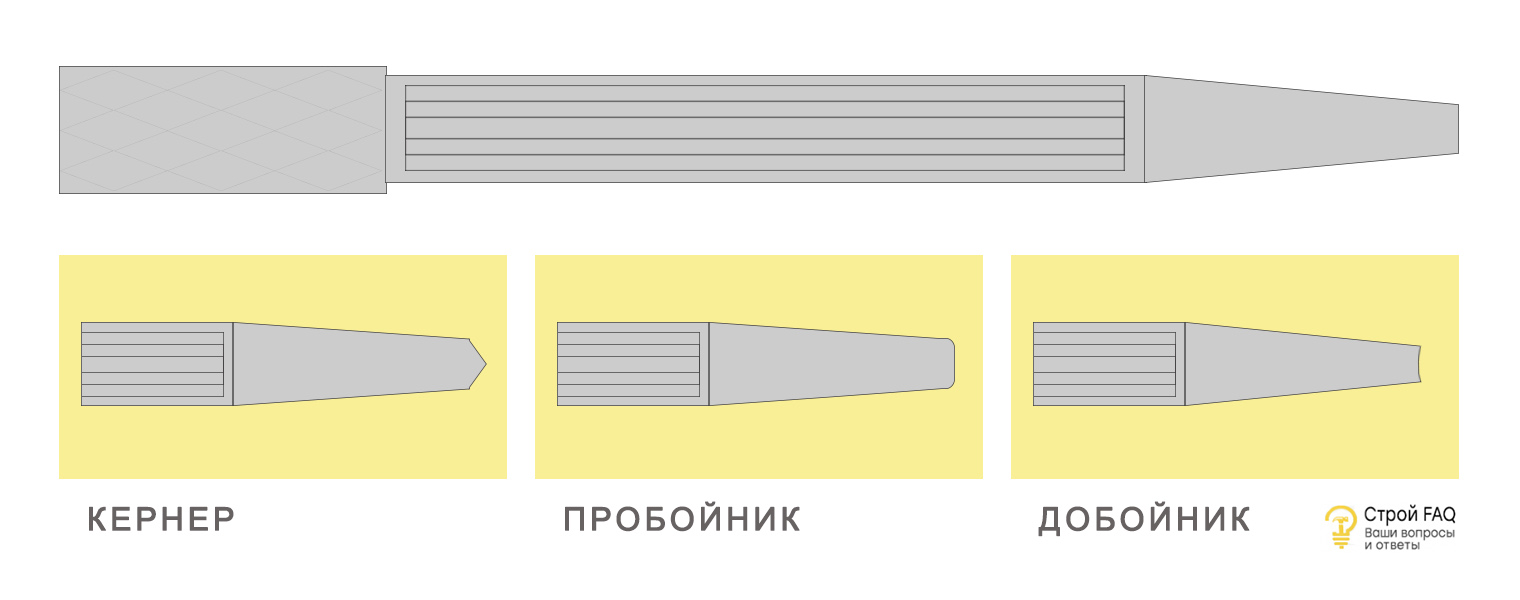
По своей конструкции кернер схож с пробойником и добойником, но имеет заострение на конце рабочей части с углом при вершине 100° — 120°. Сбоку это напоминает двухскатную крышу у дома.Рабочую часть кернеров (конус) термически обрабатывают на длине 15 — 30 мм до твердости HRC 55 — 59, а ударную часть — на длине 15 — 25 мм до твердости HRC 40 — 45. Средняя часть кернера имеет рифление (накатку) для удобства работы им.
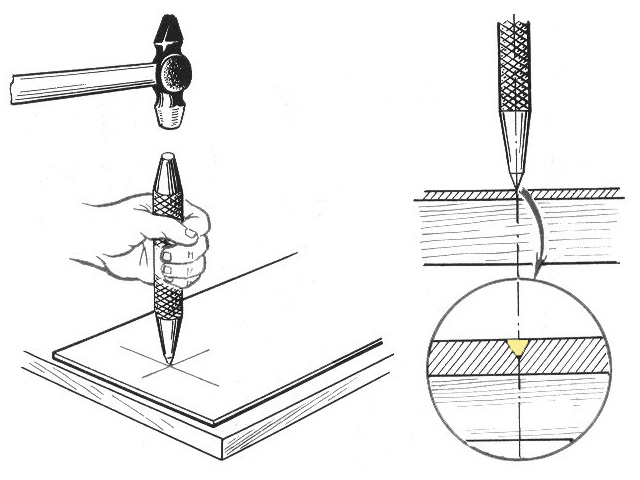
Кернение производится ударами молотка по противоположной части кернера — затыльнику. При четком соблюдении каждого шага результат кернения будет точным, а лунка — правильной формы, что позволит в дальнейшем просверлить ровное отверстие. Процедура требует некоторых физических усилий и времени, поэтому современные кернеры делают механическими или автоматическими.
Применение
В первую очередь кернер применяется для нанесения углубления (кернов) на предварительно размеченных линиях. Керны делают для того, чтобы риски были отчетливо видны и не стирались в процессе обработки детали.Кроме нанесения разметки, кернер также используют для стопорения (предотвращения раскручивания) резьбовых соединений. Для этого наносят от одного до трех керновых углублений в зазор между резьбой винта и гайки или по краям шлица винта с потайной головкой. Возникающая при ударе деформация металла достаточна для стопорения, но позволяет раскрутить резьбовое соединение с помощью обычного инструмента.
Еще одна область использования кернеров — ударно-точечная маркировка. Нанесение кодировки на детали является обязательным для их последующей обработки и идентификации в сборочном производстве. Обычно для этого используют специализированные пневматические и электрические машинки, но при единичном производстве в небольших объемах вполне можно обойтись и автоматическим механическим кернером.
Нанесение маркировки при помощи кернера
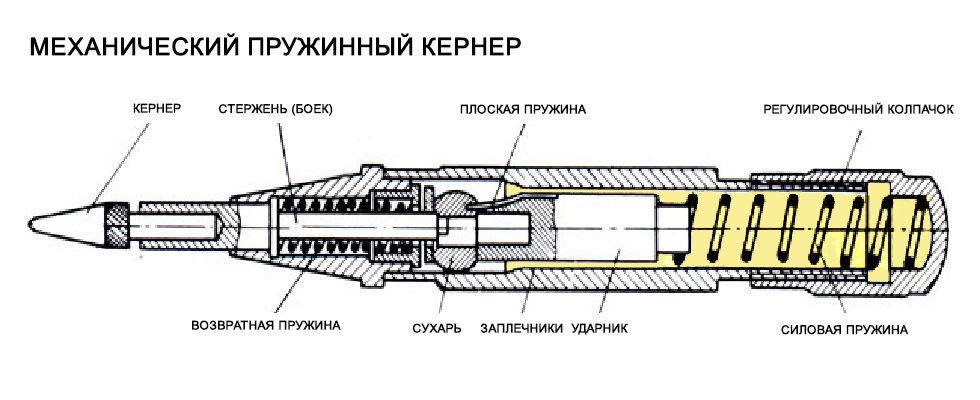
Механический (пружинный) кернер
Устройство пружинного кернера Помимо ручных кернеров, существуют так же автоматические кернеры-"самострелы« с взводно-спусковым и пружинным механизмом. Устройство механического инструмента основано на плотном сжатии встроенной внутрь пружины и последующего ее освобождения.
Среди автоматических кернеров самыми распространенными являются ручные механические, позволяющие наносить разметку одной рукой. В большинстве из них используется механизм Свита (Sweet) с промежуточным толкателем, и только в работающих с большим усилием промышленных моделях применяют другие типы механизмов без толкателей.Конструкция механического кернера Горина Инструмент содержит внутри пружинный механизм, приводящий в движение боёк. Преимущество такой модификации в том, что, во-первых, он позволяет осуществлять разметку одной рукой, без применения ударных инструментов, во-вторых, усилие удара такого кернера можно регулировать, что может оказаться существенным при работе с мягкими или хрупкими материалами или ответственными деталями, требующими повышенной точности обработки; отметки на детали, полученные с помощью автоматического кернера, имеют одинаковую глубину. В-третьих, использование автоматического кернера позволяет повысить скорость разметки.
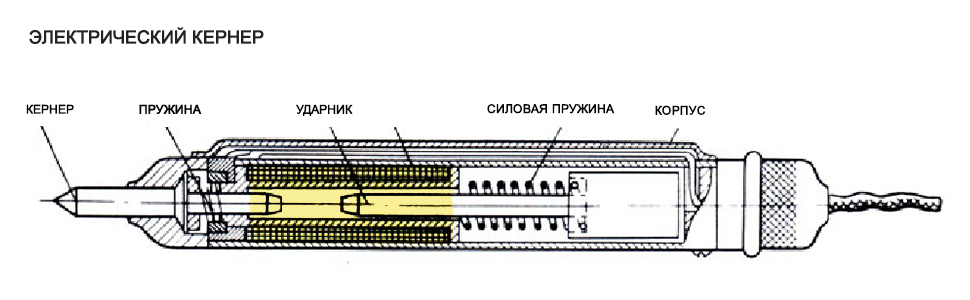
Электрический кернер
Электрический кернер содержит внутри себя соленоид, который втягивает в себя подпружинный ударник, за счет чего и осуществляется удар по материалу.
Конструкция электрического кернера Электрический кернер состоит из корпуса, пружин, ударника, катушки, кернера. При нажатии острием на материал происходит вдавливание и электрическая цепь замыкается. Ток, проходя через катушку, создает магнитное поле, ударник мгновенно втягивается в катушку и наносит удар по стержню кернера. Во время переноса кернера в другую точку пружина размыкает цепь, а пружина возвращает ударник в исходное положение.
Пневматический кернер
Пневматический кернер применяется для различных керновочных работ с использованием сжатого воздуха. Для удобства он снабжен ручкой, расположенной под углом к оси корпуса, и пусковой кнопкой.Конструкция пневматического кернера Пневматический кернер работает следующим образом. Под действием сжатого воздуха боек наносит периодические удары по хвостовику, который отскакивает от обрабатываемой детали, передает ударные импульсы через буксу на корпус. Благодаря высокой эффективности снижения энергии ударных импульсов упругодемпфирующими элементами и как в режиме кернения, так и в режиме холостого хода на корпус будет передаваться лишь незначительная часть энергии ударных импульсов.
Специальные виды кернеров и их назначение
Виды кернеров различаются по принципу действия и основному предназначению. В арсенале слесарей можно встретить такие виды как:
Регулируемые кернеры RENNSTEIGРегулируемое центровочное керно. Название говорит само за себя, инструмент предназначен для равномерного выравнивания и центрирования заготовок изделия при помощи регулировочного винта. Инструмент специализированный и очень дорогой — стоимость набора из трех регулируемых кернеров может доходить до 20-30 тысяч рублей.
Кернер-колокол для поверхностей, по форме напоминающих шарКернер-колокол. Используется для кернения поверхностей, по форме напоминающих шар.
Кернер-циркуль. Отличается от классического варианта тем, что позволяет делать лунки на заранее выставленном расстоянии.
Кернер-молоток. Состоит из двух частей соединенных пружиной. Для того чтобы произвести кернение необходимо оттянуть пружину, после чего отпустить его. При сжимании пружины металлические части ударяются друг об друга, в следствии чего происходит удар по поверхности.
Кернер с лупой. Кернер с хомутом под установку лупы для более точной разметки тонких и ответственных изделий.
Оптический кернер с двумя прицеламиОптический кернер. Представляет из себя оправу для кернера в которую устанавливается линза-прицел позволяющая с ювелирной точностью наметить место удара. После этого линза извлекается, а на ее место устанавливается один из входящий в комплект кернеров. Приспособление особенно полезно в местах с большим количеством мелких элементов, или там, где точно удерживать кернер затруднительно.
Кернер своими руками
Изготовить кернер можно и своими руками, но принципиально использование высокопрочной стали. В качестве основы можно использовать ненужный бур для перфоратора, зубило или ножку калапана от автомобильного двигателя. Правда, при больших трудозатратах, самодельные устройства значительно уступают в качестве и эргономике заводским.
Гораздо проще, при отсутствии кернера, заменит его обыкновенным монтажным дюбель-гвоздем. Для их производства используется высокопрочная углеродистая сталь марки ст. 70, а твердость по шкале Роквелла находиться в пределах от 53 до 56 HRC. На основе монтажного дюбеля можно изготовить кернер значительно превосходящий экземпляры из Китая.
Размеры и вес кернеров по ГОСТ
Обыкновенный кернер представляет собой стальной стержень длиной 100, 125 и 160 мм и диаметром 8, 10, 12 мм, боек его имеет сферическую поверхность. Острие кернера затачивают на торце шлифовального круга под углом 50 — 60° . При более точной разметке пользуются малыми кернерами с острием, заточенным под углом 30-45° . У кернеров для разметки центров отверстий, подлежащих сверлению, острие затачивают под углом 75°.
Геометрические и эксплуатационные характеристики обычных кернеров регламентируются ГОСТ 7213-72, а автоматический инструмент изготавливается по ТУ и внутренней документации отдельных предприятий.
Ударный конец. В соответствии с ГОСТом он может быть округлым или с фаской (исполнение 2). Инструмент считается непригодным для использования при появлении на торце ударного конца расклепа.
Рукоятка. Длина рукоятки по ГОСТ должна составлять не менее 35% от общей длины кернера. Для надежного удержания на ее поверхность в обязательном порядке наносится рифление (это относится и к автоматическим устройствам). Коническая часть.
Острие. По стандарту острие должно затачиваться под углом 60º. Но для более точной разметки можно использовать угол заточки до 30º, а для разметки центров под сверление — до 75º. Требования к этой части не зависят от вида разметочного инструмента и одинаковы как для обычных ручных кернеров, так и для автоматических.
Таблица размеров и марок сталей кернов по ГОСТ 7213-12 Тем не менее, большинство кернеров находящихся в продаже произведены за границей и не ориентируется на российские нормативы. Поэтому, каждый мастер подбирает керн в соответствии с собственными требованиями, но это в любом случае один из самых простых и полезных слесарных инструментов.